Abstract:
Various parameters affect the speed and quality of chemical and electrochemical processes, including electroplating, among which temperature plays an indispensable role. Generally, throughout a plating line, from preparation to finishing surface work and supplementary processes, we deal with solutions that each have efficiency within defined temperature ranges. Adhering to these specified ranges can significantly contribute to increasing process efficiency and improving the final quality of component coatings. Factors such as process working temperature, acidity or alkalinity of solutions, and the volume of solution required will affect the selection of heating and cooling system types and capacities. Therefore, to ensure the proper functioning and longevity of the system, these considerations must be taken into account. This article briefly touches on the fundamentals of the process, types of heating and cooling methods for solutions, and some practical considerations related to them.
Introduction:
Taking a look at the solutions present in a plating line, we find that almost all existing processes, and in some cases even rinsing processes, require maintaining a specific working temperature. This is because the efficiency and quality of many of these processes change significantly as a result of heating or cooling. These changes can include facilitating preparation processes, improving metallurgical properties of coatings, and creating suitable conditions for related finishing processes. Therefore, temperature variation, due to its wide-ranging function throughout different plating stages, has always been a focal point. The function of increasing or decreasing temperature can vary depending on the type of process and the nature of the solution. For example, in the case of degreasing processes, higher solution temperatures facilitate the removal of oil, grease, and other contaminants from the part more effectively, particularly in situations where parts have geometric complexities making access difficult for operators. As observed, in degreasing processes, increasing the temperature is desirable and beneficial. However, for some other processes such as chrome plating, anodizing, and electropolishing, where solution temperature increases due to the nature of the operation, controlling the temperature and preventing damages caused by it becomes necessary. Similar conditions apply to more general processes like nickel plating. Excessive temperature increase in such cases may lead to additive decomposition, resulting in process failure.
On the other hand, since the use of heating and cooling systems, like other equipment in a plating line, also entails economic consequences, platers are always looking for efficient and cost-effective systems to reduce overall costs. Unfortunately, there have been instances where platers, facing energy constraints or seemingly seeking energy savings, resort to traditional and hazardous methods, which not only result in financial damages such as fires and equipment loss but also pose life-threatening risks. Therefore, when selecting the appropriate equipment, both efficiency and safety should be considered.
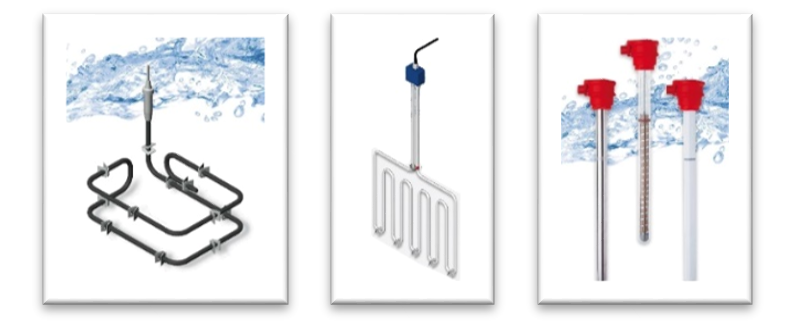
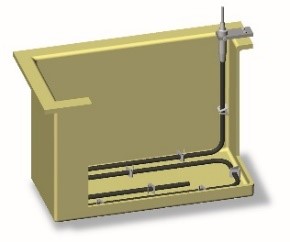
In the following sections, we delve into the fundamentals of heat transfer processes, various methods of heating and cooling, and some practical considerations in employing such systems. It’s worth mentioning that the term “heat exchanger” used in the text refers to a system similar to a coil that has a dual purpose and can lead to either increasing or decreasing the solution temperature. This clarification is necessary because in some sources, this term is also used to introduce electric heaters.
Process Fundamentals:
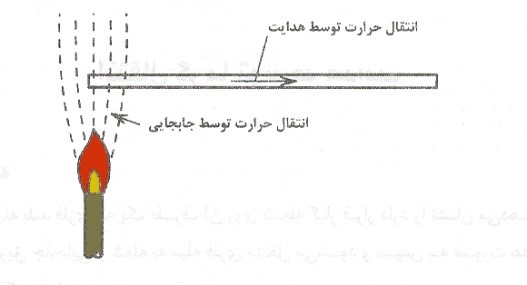
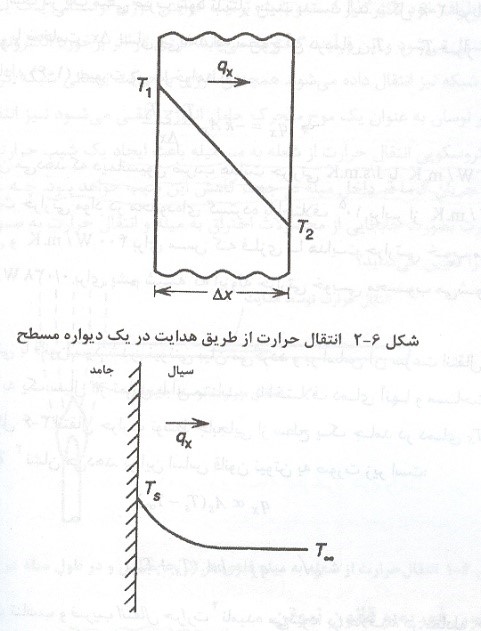
When an object begins to generate heat and its temperature increases compared to other objects nearby, it is referred to as a heat source. As the process environment heats up, the temperature of other objects increases through one of the general mechanisms of heat transfer: conduction, convection, and radiation. In the context of heating systems used in plating lines, heat is transferred to the solution of interest using a combination of these mechanisms. Figure 1 schematically illustrates how a metal rod heats up in the vicinity of a flame.
Similar conditions apply to cooling processes, with the difference that the solution to be cooled is placed near a cooling source, resulting in a decrease in temperature due to the existing heat gradient. To better understand this mechanism and the effective surface area of the heater, brief explanations about these mechanisms are provided in the following discussions.