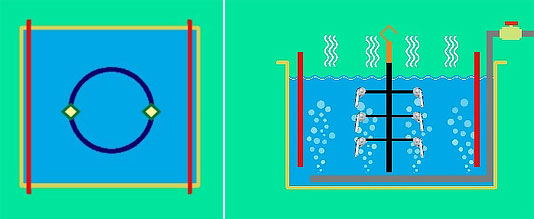
While the wiring method may initially appear convenient, it comes with its drawbacks, some of which are highlighted below:
1. Risk of wire breakage due to the weight of the part and its fall into the tank, potentially contaminating the solution and causing damage to the tank floor and other equipment.
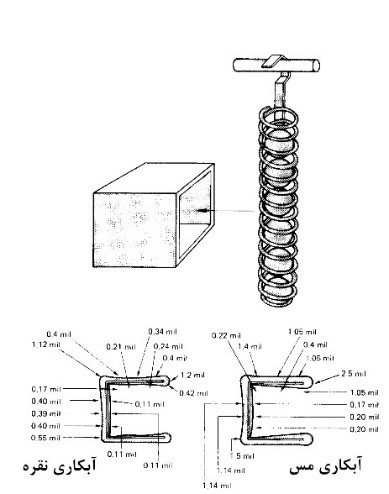
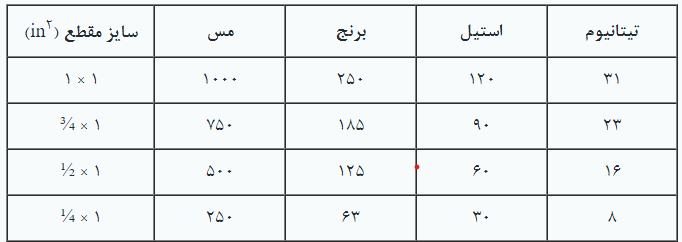
2. Limitations in applying electrical current due to the thin cross-section of the copper wire, leading to overheating from excessive current flow, resulting in localized melting and wire breakage.
3. Restricted movement of the part and the possibility of collision with other parts and peripheral equipment inside the tank, such as heaters.
4. Contamination of solutions due to wire dissolution.
5. Generation of fine particles as a result of the plating of wires.
6. Costs associated with procuring wire and labor for opening and closing it.
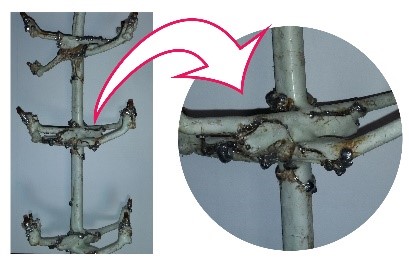
7. Imprints left by the wire contact points on the parts.
Despite all the mentioned drawbacks, the wiring method is still used in plating units. However, considering the economic implications of these drawbacks, there will undoubtedly be a reconsideration of the use of this method.
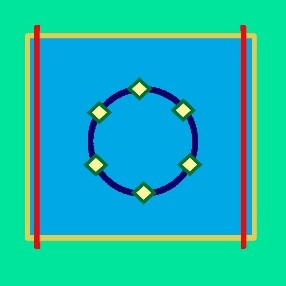
The necessity of jigs:
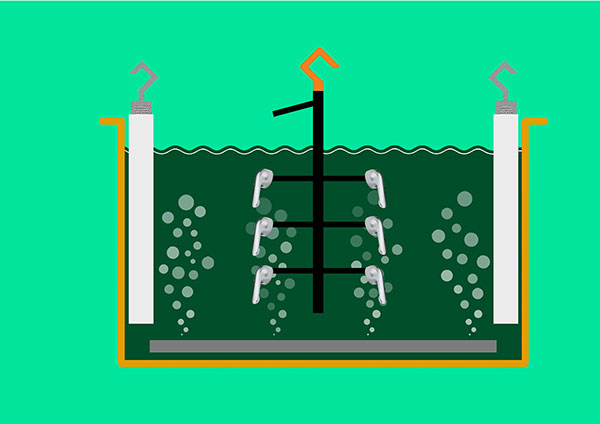
When aiming to electroplate a piece using the hanging method, two factors must be considered:
A) Holding the piece in the solution and providing electrical conductivity to it.
B) Minimizing the impact of connection points on the piece and maximizing the coating efficiency.
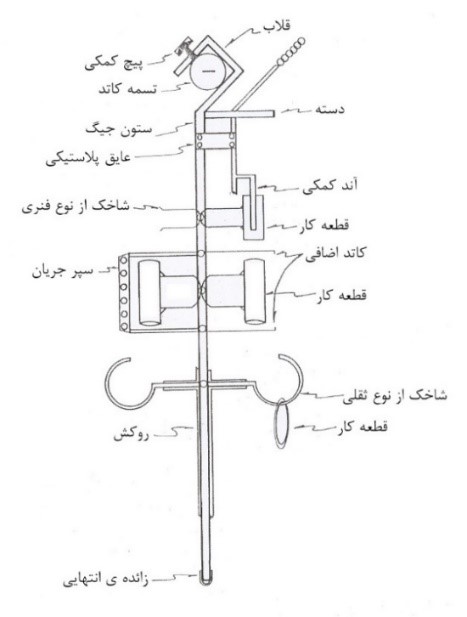
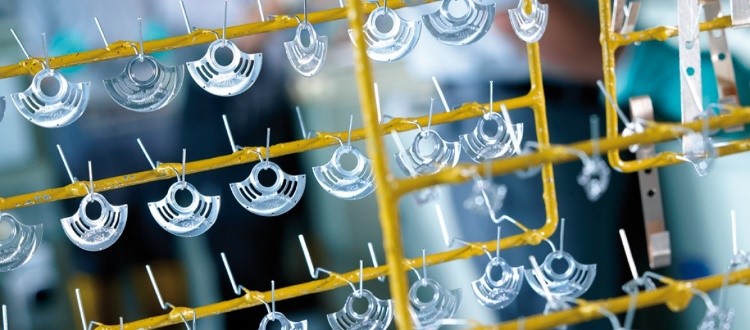
A jig, also known as a fixture, template, or rack in some cases, is a tool that fulfills these requirements to the best possible extent. It’s one of the most crucial pieces of equipment that plays a pivotal role in increasing the production output of an electroplating unit. Jigs serve multiple functions, the most important of which are as follows:
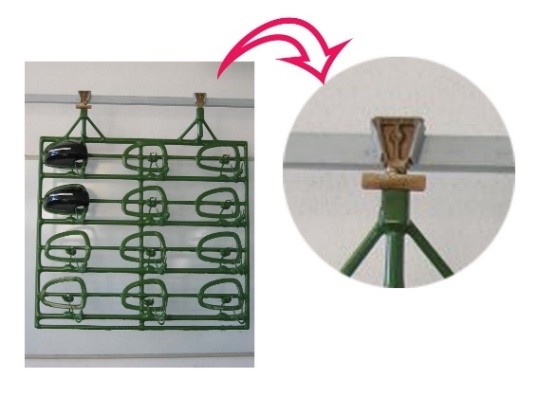
1- Simultaneously moving multiple pieces along the line without them coming into contact with other parts.
2- Providing uniform electrical conductivity to the piece and creating consistent conditions for coating formation.
3- Increasing line efficiency by enabling the simultaneous handling of multiple pieces in manual and automatic lines.
4- Creating conditions for utilizing all the working spaces of the solution.
5- Providing a suitable platform for using peripheral equipment such as heaters, agitation systems, auxiliary anodes, etc.
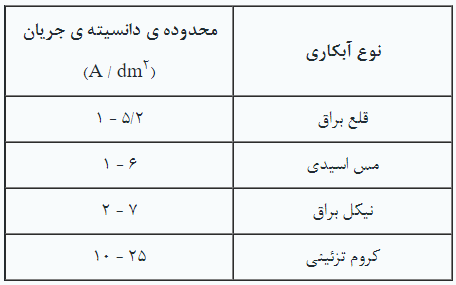
6- Ensuring stable and uniform conditions in the final coating quality by maintaining the piece’s position throughout the processes (anode-cathode distance).
To meet the aforementioned requirements, the following considerations should be taken into account during the design and before the construction of jigs:
1- The type of electroplating process and the solutions with which the jig will come into contact.
2- The production volume and economic considerations related to it.
3- Matching the structure of the jig’s conductive body with the area of the piece to be plated.
4- Selecting suitable materials for constructing and coating the jigs to increase their service life.
5- The possibility of densely arranging pieces on the jigs to increase production efficiency while considering the nature of the plating solution.
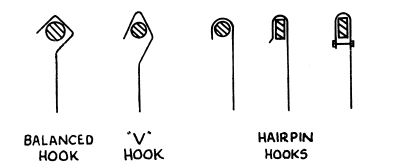
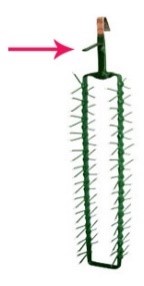
6- The most suitable design for the prongs to ensure the stability of the piece on the jig while minimizing the impact points on the piece.
7- Ease of placing and removing pieces from the jig.
When designing jigs, the following factors should be considered:
1- Line Usage: In manual lines, the weight of the jig along with the pieces should not exceed 10 kilograms so that the operator can move it along the line easily. Additionally, the dimensions of the jig should be as compact as possible to prevent potential collisions with the tank or other equipment on the line. In automatic plating lines, the number of loaded pieces per cycle is much higher compared to manual lines. Therefore, jigs used in these lines, also known as flight bars, need to be stronger and ensure uniform electrical transmission to all pieces.